6 defeitos comuns em soldas de eletrodo revestido e como evitá-los
Olá, Eng. Felipe Jacob aqui novamente e hoje vamos falar um pouco sobre 6 defeitos comuns em soldas realizadas pelo processo SMAW (Shielded Metal Arc Welding, ou Eletrodo Revestido) e principalmente, falaremos também sobre como evitar que esses problemas aconteçam em campo ou na fábrica.
Defeito nº1: Respingos

Esse problema é de ocorrência muito comum entre soldadores iniciantes, pois ainda não dominam a sensibilidade da corrente (amperagem) da máquina de solda. Se a amperagem estiver muito alta, podem aparecer pequenas esferas chamadas respingos. A solução para esses casos então é abaixar a corrente até que se atinja o ponto ideal de fusão do metal sem gerar respingos.
Esse problema também pode ocorrer por outros motivos:
- A peça está úmida ou enferrujada: Limpe a peça antes de soldar
- O eletrodo pode estar úmido: Coloque os eletrodos em estufa apropriada ( 1h de secagem a 135ºC para eletrodos 6013 e 240ºC para Eletrodos 7018. Não é recomendado Secagem para eletrodos 6010)
- Você está soldando com Arco Longo demais: Tente aproximar mais o eletrodo da peça, ou seja, reduza o tamanho do arco.
- Interferência Magnética: Pode estar ocorrendo o fenômeno do sopro magnético, ou seja, o arco elétrico se desvia sem que você mova o eletrodo. Isso ocorre geralmente por fios enrolados, ou quando a peça não está devidamente isolada. Caso isso ocorra, tente mudar a posição do cabo terra e desenrolar os fios.

Defeito nº 2: Porosidade

Esse problema é sério e pode ocorrer dentro da solda, ou seja, pode ficar invisível. Os poros gerados são espaços vazios em que a solda não tem resistência, ou seja, a seção transversal da garganta efetiva da solda é menor do que aparenta ser.
Em geral, esse defeito é causado pelos mesmos problemas do item anterior, mas o maior motivo costuma ser a velocidade da soldagem ser muito rápida. Se o operador fizer o passe muito rápido, pode não fundir o metal uniformemente, deixando crateras internas caracterizando a solda porosa. Sempre procure fazer passes de solda com velocidade adequada para preencher e derreter o metal base formando uma poça adequada para preenchimento completo dos espaços vazios.
Caso ainda ocorram esses problemas, investigue a umidade do material e sujeira, como no item 1.
Defeito nº3: Mordeduras
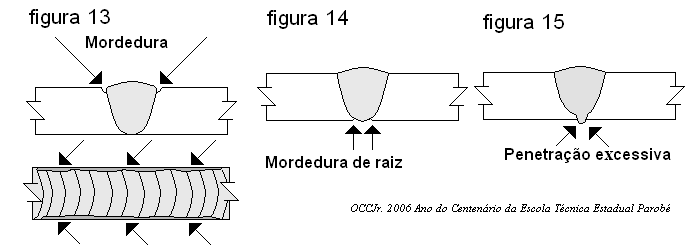
Mordeduras são descontinuidades geométricas, ou pequenos vincos que aparecem na solda devido a penetração defeituosa do metal de solda no metal base.
Mordeduras são defeitos delicados pois nesses pontos podem se iniciar trincas e corrosão (ferrugem), tornando a ligação menos resistente do que o especificado em projeto.
Podem ocorrer devido à velocidade da soldagem muito rápida, arco muito longo (eletrodo muito longe do metal base), diâmetro do eletrodo muito grande ou então por umidade do eletrodo. Corrente de soldagem (amperagem) muito alta também favorece o aparecimento de mordeduras.
Aqui vale os mesmos cuidados prescritos no item 1 para evitar essa falha: limpeza, estufa e controle de corrente e velocidade de soldagem adequada.
Defeito nº4: Escórias Internas ou Inclusão de Escórias
Esse defeito aparece principalmente quando as escórias não são devidamente removidas entre um passe (cordão) e outro. Também podem ocorrer se o ângulo de soldagem ou movimento do passe for inadequado, levando as escórias que deveriam permanecer externas para dentro da solda.
Os cuidados para evitar esse problema são: remover totalmente as escórias quando for passar para outro cordão próximo, preferencialmente utilizando uma escova de aço no processo, além da picadeira. Cuidado com a remoção das escórias de ponteamento, pois quando for realizar a solda definitiva, estas podem penetrar no passe final.

5 – Falta de Penetração e Fusão do metal de solda

A falta de penetração ocorre quando o metal de solda não atinge a raiz total das peças soldadas, defeito delicado que deve ser evitado a todo custo pois como visto anteriormente, reduz a resistência da ligação, além de propiciar o aparecimento de corrosão nesses locais. geralmente é causado por baixa corrente de soldagem (amperagem), abertura excessiva da junta (raiz muito grande), bitola de eletrodo muito grande para o tamanho do entalhe, arco muito longo e velocidade de soldagem muito rápida.
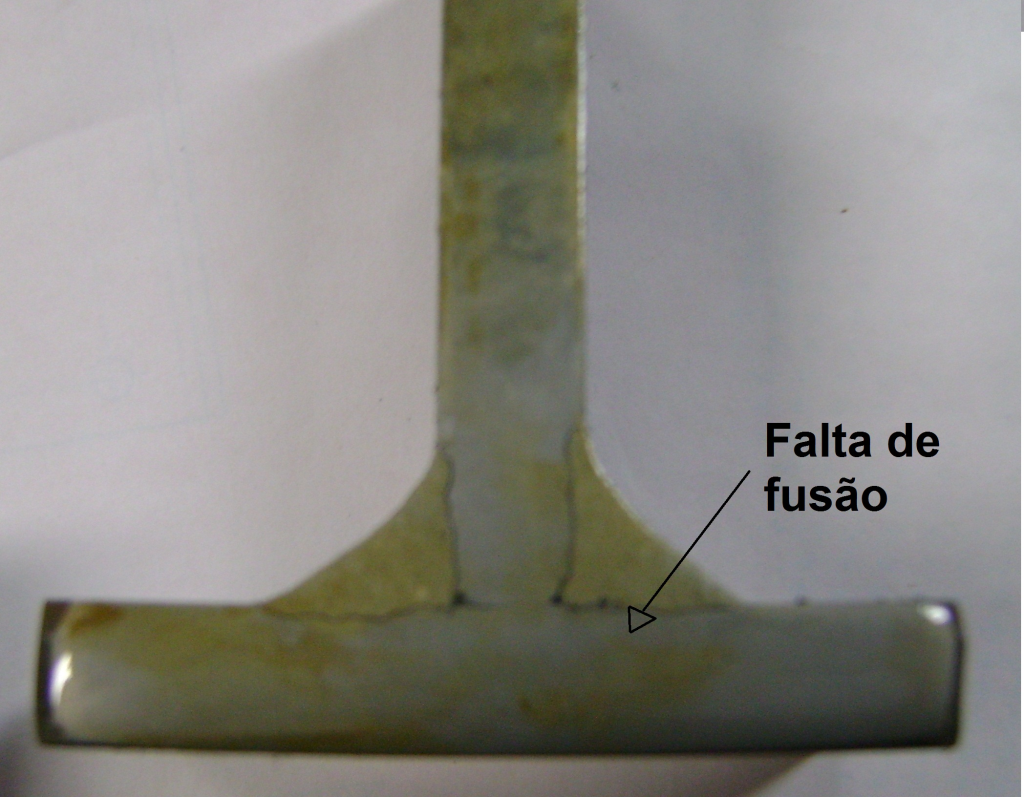
Já a fusão defeituosa ocorre principalmente quando a corrente de soldagem não tem energia suficiente suficiente para fundir o material base, aliado a uma soldagem rápida demais.
O metal de solda deve se fundir ao metal base, formando uma ligação rígida entre as partes, e quando isso não ocorre a resistência da solda é prejudicada.
Habilidade na regulagem da máquina de solda é essencial para evitar esse problema.

6 – Trincas na Solda

Talvez o problema mais sério que pode ocorrer em uma solda, pois as trincas podem ser aparentes ou internas. Assim como a porosidade, a trinca interna reduz a resistência da ligação, porém de forma mais perigosa, pois pode haver separação total das lâminas abrindo uma verdadeira cratera na peça.
a trinca de cratera costuma acontecer quando, no final do cordão (passe) o arco é fechado bruscamente. Para evitar esse problema, sempre que terminar um cordão, pare o arco por um tempo para preencher a cratera de metal de solda.
Também podem ocorrer trincas em peças que possuam teor de carbono e enxofre muito altos, nesse caso é recomendável usar eletrodos 70XX (7018 é o mais usual) devidamente secos e preaquecidos em estufa. Reduza a corrente e use bitolas pequenas. Os mesmos cuidados devem ser tomados ao unir duas peças muito espessas.
Espero que essas dicas lhe sejam úteis, e caso você tenha alguma experiência para compartilhar conosco, deixe um comentário.
Porque minha solda está ficando com trico e vestijo no meio da solda
Muito bom
Obrigado Marcelo!
continue acompanhando nossos conteúdos!
Boa noite sr Eng Felipe, muito obrigado por ajudar muitas pessoas que precisam de ajudas.
Estou soldando uns metalons de 2mm com eletrodo 6013 com uma banana 250 transformadora, regulei a máquina como70 amp mas não consigo achar o jeito está dando muito poró na solda. Alguma dica por favor
Possivelmente a qualidade do eletrodo… tente usar ESAB OK46 (ou Gerdau 6013)
Olá Engenheiro Felipe!
Sensacional as dicas que deu. Estou começando a aprender a trabalhar com solda elétrica (Eletrodo revestido). Gostaria de saber, como iniciante, qual a solda que devo usar para soldar uma perna de cadeira aqui em casa. Tentei e não consegui, a solda não pega e come a peça, apesar de usar amperagem baixa. Agradeço pelo retorno.
tenta usar oxi acetileno
estou começando a soldar preciso fazer um algum movimento na eletrodos para puxar um cordão Ou posso puxar em linha reta
Comprei uma caixa de eletrodos, e os eletrodos molharam, tem como secar eles a ponto de voltarem a serem usáveis?
Ao fim desse tempo todo voce ja deve ter percebido que se isso acontecer de novo, pelo preço que custa uma caixa de electrodos, mais vale jogar logo ela no lixo e deixar de lado esse trabalho e preocupaçao de secar esse material correndo o risco de ser ainda pior tentar trabalhar com material que Já Era !!!
Colocar em uma extufa com 127v 220v por 30 a 40 minutos isso depende da extufa ser extufa portátil elétrica
Olá, me chamo Vanisio e achei muito legal esse site.
Bom artigo com especial destaque para o apoio dados aos soldadores em casos concretos.
Falta indicar um defeito muito grave que é o aparecimento de fissuras internas que só são detectadas com radiografia e ultrassons.
Tem diversas origens, por exemplo um arrefecimento muito rápido, que é combatido por exemplo com mantas. Também surge com frequência ao soldar ferro com alto teor de carbono ou eléctrodos não adequados ou ainda o processo de soldadura que não seja o adequado para esse material base.
Pq se almento a amperagem ela corta o ferro ,maia se abauxo ela nao solda ,o eletroldo agarra !
Eu sou um aprendiz pois comprei uma máquina e estou tentando soldar pois não fiz curso p este tipo hoje fui fazer um ancinho e de 6 pinos vergalhão 3 se soutaram fiquei rindo pois o meu irmão disse não sabe soldar kkkkkkk
O que fazer quando a energia não é compatível devido o que nós devemos usar na máquina
Corrigir a instalação elétrica.